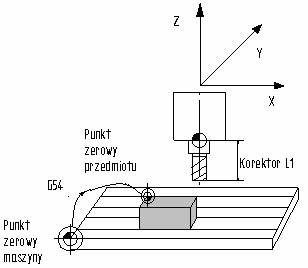
Instrukcja ustalania punktu zerowego na przedmiocie
Materiał
obrabiany powinien być zamocować w imadle na odpowiedniej podkładce.
Pomiar
wielkości przesunięcia punktu zerowego
na róg obrabianego przedmiotu i wpisanie określonych wartości
współrzędnych do pamięci sterownika w G54 odbywa się w następujący
sposób:
|
|
|
- przesunąć pokrętło trybów pracy ![]() na tryb JOG,
na tryb JOG,
-
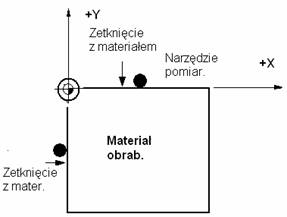
zetknąć „na papierek” powierzchnię czołową
wrzeciona z materiałem obrabianym i odczytać z ekranu monitora wartość
współrzędnej Z. Zetkniecie z
materiałem należy wykonać na posuwie 6 %.
-
zamocować we wrzecionie narzędzie pomiarowe-wałeczek
(lub można wykorzystać frez np.: d=6
mm),
-
przyciskając klawisze posuwu zetknąć narzędzie „na papierek” z powierzchnią
materiału w kierunku osi X i odczytać wartość wyświetloną na ekranie
monitora. Wartość posuwu przy dojściu do materiału musi być ustawiona na
pokrętle posuwów na wartość 6%
- obliczyć wartość X = X zetknięcia + d/2,
-
podobnie jak wyżej zetknąć narzędzie z materiałem w
kierunku osi Y i odczytać wartość
wyświetloną na ekranie monitora,
-
obliczyć wartość Y=Y zetknięcia - d/2,
-
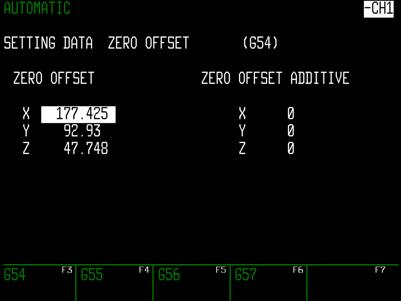
wpisać
ustalone wartości X, Y, Z
do pamięci sterownika w G54. W tym celu
wcisnąć ![]() / SETTING DATA (F4) / ZERO OFFSET (F3) / , podać w polu ZERO
OFFSET,
/ SETTING DATA (F4) / ZERO OFFSET (F3) / , podać w polu ZERO
OFFSET,
Uwaga:
Jeśli program obróbczy zawiera
planowanie powierzchni górnej przedmiotu na poziomie Z=0, to należy do G54
podać wartość współrzędnej Z – towej
pomniejszonej o wartość naddatku na planowanie np. o