INSTRUKCJA OBSŁUGI FREZARKI EMCO MILL 50
Z UKŁADEM STEROWANIA SINUMERIK

I. Wiadomości podstawowe
Konsola operatora
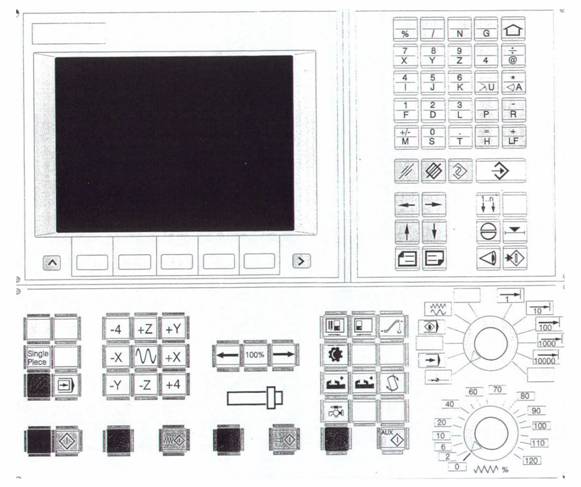
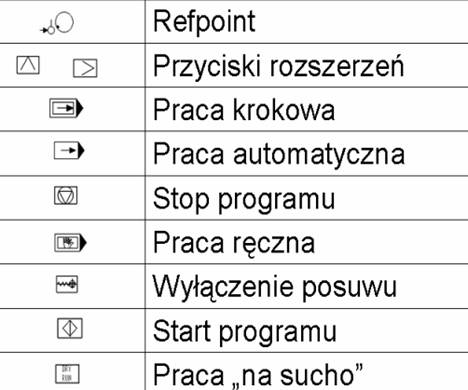
Oznaczenia ważniejszych przycisków
na klawiaturze operatora
1. Włączyć obrabiarkę przekręcając
kluczyk umieszczony na prawym boku maszyny, w prawo,
2. Włączyć
pulpit operatora maszyny przyciskiem umieszczonym na prawym boku pulpitu,
3. Włączyć
komputer i monitor,
4. Wykonać najazd na punkt
referencyjny REFPOINT (bazę) wykonując czynności:
-
ustawić pokrętło na pulpicie operatora
maszyny na ![]() ,
,
- wcisnąć klawisz
5 z klawiatury numerycznej komputera lub przez naciskanie kolejno
wszystkich przycisków posuwów we wszystkich osiach, wykonać najazd na bazę (REFPOINT),
5. Posługując się przyciskami
cofania ![]() i rozszerzenia menu,
i rozszerzenia menu, ![]() oraz
klawiszami funkcyjnymi znajdującymi się na .pulpicie operatora maszyny, wyszukać opcję PART PROGRAM/EDIT,
oraz
klawiszami funkcyjnymi znajdującymi się na .pulpicie operatora maszyny, wyszukać opcję PART PROGRAM/EDIT,
6.
W celu wczytania programu z dyskietki należy:
-
włożyć dyskietkę do napędu,
- wciskając
przycisk na konsoli operatora ![]() oraz
klawisz funkcyjny DATA-IN OUT (F5) wpisać w linii Interface no. for data in. a
oraz
klawisz funkcyjny DATA-IN OUT (F5) wpisać w linii Interface no. for data in. a
-
w celu wczytania programu z dyskietki wcisnąć klawisz
funkcyjny DATA IMPORT (F6),
-
w opcji MAIN PROGRAM podać:
BEGIN :% 1 (jest to numer programu pierwszego na
dyskietce),
END :% 1 (jest to
numer programu ostatniego na dyskietce)
7.
Napisać na monitorze nazwę nowego lub istniejącego w pamięci sterownika programu nad
którym będzie prowadzona praca
wpisując np.: %4 i wcisnąć klawisz funkcyjny
SELECT PROGRAM (F3).
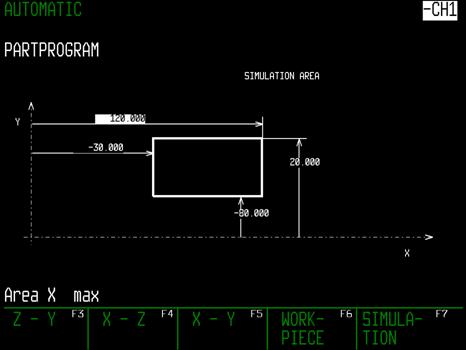
8. Po napisaniu lub wprowadzeniu nowego
programu należy przeprowadzić symulację pracy maszyny wciskając ![]() /PART
PROGRAM (F6) / EDIT (F3) / SIMULATION (F5)
/PART
PROGRAM (F6) / EDIT (F3) / SIMULATION (F5)
-
wymiary okna obserwacyjnego ustawić w opcji AREA (F3),
-
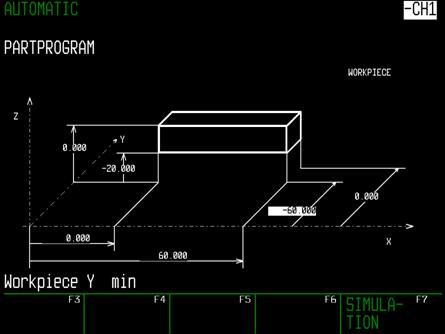
wymiary materiału obrabianego ustawić w opcji WORK PIECE (F6),
- wybór płaszczyzny symulacji dokonać w opcji SIMULATION (F5) / PLANE (F4),
-
uruchomić symulację pracy narzędzi SIMULATION
(F7) / START (F5)
Symulacje
można prowadzić krokowo lub w sposób ciągły w zależności od ustawienia przycisku ![]() na
pulpicie operatora. Informacja o ustawionym trybie pracy wyświetlana jest w
prawym górnym rogu monitora,
na
pulpicie operatora. Informacja o ustawionym trybie pracy wyświetlana jest w
prawym górnym rogu monitora,
W przypadku stwierdzenia
błędu w przebiegu obróbki należy
posługując się
przyciskami przewijania
menu ![]()
![]() wybrać
opcję
wybrać
opcję
PART PROGRAM / EDIT, dokonać
poprawek w programie i ponownie przeprowadzić symulację obróbki.
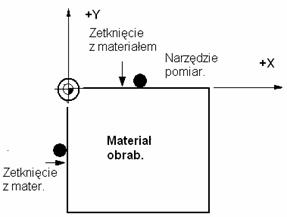
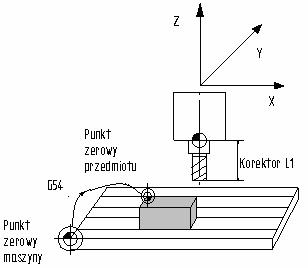
9. Pomiar wielkości przesunięcia
punktu zerowego na róg obrabianego
przedmiotu i wpisanie określonych wartości współrzędnych do pamięci sterownika
w G54:
- zamocować materiał obrabiany w imadle na
podkładce,
-
W trybie pracy JOG zetknąć „na papierek”
powierzchnię czołową wrzeciona z materiałem obrabianym i odczytać z ekranu
monitora wartość współrzędnej Z.
Zetkniecie z materiałem należy wykonać na posuwie 6 %.
-
zamocować narzędzie pomiarowe-wałeczek we wrzecionie
(lub wykorzystać frez np.: d=6 mm),
-
przyciskając klawisze posuwu zetknąć narzędzie „na papierek” z powierzchnią
materiału w osi X i odczytać wartość
wyświetloną na ekranie monitora. Wartość posuwu przy dojściu do materiału musi
być ustawiona na pokrętle posuwów na wartość 6%
- obliczyć wartość X = X zetknięcia
+d/2,
-
podobnie jak wyżej zetknąć narzędzie z materiałem w
osi Y i odczytać wartość wyświetloną na ekranie monitora,
-
obliczyć wartość Y=Y zetknięcia-d/2,
-
wpisać
obliczone wartości X, Y, Z do pamięci sterownika w G54. W tym
celu wcisnąć ![]() /
SETTING DATA (F4) / ZERO OFFSET (F3) /
, podać w polu ZERO OFFSET,
/
SETTING DATA (F4) / ZERO OFFSET (F3) /
, podać w polu ZERO OFFSET,
10.
Określenie korektorów długościowych
narzędzi:
Wiertło – typ 10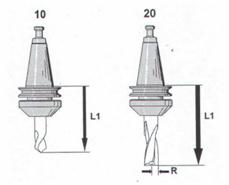 Frez – typ 20
Frez – typ 20
-
w trybie pracy JOG,
na posuwie 6 % zetknąć „na
papierek” powierzchnię czołową
wrzeciona z powierzchnią materiału obrabianego i odczytać z monitora wartość Z
wrzeciona.
-
odciągając dźwignię włożyć oprawkę wraz z
frezem do wrzeciona frezarki zwracając uwagę aby nastąpiło
zaskoczenie zatrzasku,
-
w trybie pracy JOG zetknąć „na papierek”
narzędzie z powierzchnią przedmiotu i odczytać na monitorze wartość Z narzędzia,
-
obliczyć wartość korektora długościowego L1= Z narzędzia- Z wrzeciona
-
Wartości korektora L1
wpisać w opcji /TOOL OFFSET
(F3) w pozycji L1 GEOMETRY danego numeru narzędzia. Wartość
promienia frezu podać w pozycji DIAMETER/RADIUS. Przechodzenie do danych kolejnych narzędzi odbywa się
klawiszami PAGE UP i PAGE Dn.
-
podobnie dokonać pomiaru korektorów dla pozostałych narzędzi. Wartości
korektorów i wartości promieni wpisać do
rejestru dla danych numerów narzędzi,
11. Uruchomienie obróbki
przedmiotu:
-
zamocować we wrzecionie narzędzie T1,
-
- ustawić na pulpicie operatora tryb pracy AUTOMATIC
![]() ,
,
-
wpisać na głównym ekranie ( w lewej górnej części
monitora) numer programu który będzie realizowany np: %1,
-
pokrętło posuwu ustawić na 100%,
-
wcisnąć przycisk startu programu obróbki ![]() ,
,
-
wcisnąć klawisz startu programu ![]() .
.
Uwaga
Pracę w tym
trybie należy prowadzić bardzo ostrożnie, będąc w ciągłej gotowości do
natychmiastowego wyłączenia posuwu przyciskiem ![]() lub
przerwanie realizacji programu przyciskiem
lub
przerwanie realizacji programu przyciskiem![]() w przypadku pojawienia się niebezpiecznego działania.
w przypadku pojawienia się niebezpiecznego działania.
Po przerwaniu
pracy można ustawić przełącznik rodzaju pracy na pracę ręczną JOG
![]() i przyciskając klawisze posuwów odsunąć w
dowolne, bezpieczne miejsce narzędzie.
i przyciskając klawisze posuwów odsunąć w
dowolne, bezpieczne miejsce narzędzie.
Ponowne
rozpoczęcie realizacji programu od początku odbywa się przez ustawienie
przełącznika rodzaju pracy na pracę
automatyczną ![]() AUTOMATIC
i przyciśnięcie przycisku start programu
AUTOMATIC
i przyciśnięcie przycisku start programu ![]() ,
,
W przypadku
pojawienia się poważnego zagrożenia,
kiedy natychmiast trzeba wyłączyć wszystkie napędy, należy posłużyć się
przyciskiem awaryjnym (niezalecane),
|
|
|
Ponowne uruchomienie maszyny może nastąpić po:
- usunięciu
ewentualnego zagrożenia,
- usunięciu komunikatu o awaryjnym wyłączeniu kl.  ,
,
- wykonaniu
najazdu na punkt referencyjny przy ustaw. ![]() ,
,
-
obserwować przebieg pracy maszyny będąc w gotowości do wyłączenia w przypadku
pojawienia się zagrożenia klawiszem stop programu,
- w trakcie
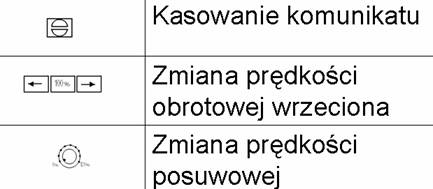
pracy można zmieniać w miarę potrzeby prędkość obrotową przyciskami
![]() oraz
prędkość posuwową przyciskiem
oraz
prędkość posuwową przyciskiem ![]() ,
,
- po zakończeniu pracy narzędzia T1 frezarka zatrzyma się aby
operator mógł dokonać zmiany narzędzia
na T2. Kontynuację dalszej obróbki można zapewnić przyciskając przycisk startu
programu ![]() .
Tak należy postępować aż wykonają pracę wszystkie zastosowane w programie
kolejne narzędzia tj. T2, T4, T8.
.
Tak należy postępować aż wykonają pracę wszystkie zastosowane w programie
kolejne narzędzia tj. T2, T4, T8.
- po zakończeniu obróbki dokonać pomiaru otrzymanych wymiarów,
porównać je z rysunkiem i wyprowadzić wnioski odnośnie wprowadzenia poprawek do
korektorów zastosowanych narzędzi.
II. PROGRAMOWANIE FREZARKI I PRZYKŁADY PROGRAMÓW OBRÓBCZYCH.
1.
Wykaz Funkcji
Przygotowawczych
G00 – ruch szybki,
G01
– interpolacja liniowa,
G02
– interpolacja kołowa zgodna ze
wskazówkami zegara,
G03 –
interpolacja, kołowa przeciwna do ruchu wskazówek zegara,
G04 – czas przebywania,
G33 – gwintowanie,
G40 – odwołanie kompensacji promienia wierzchołka ostrza,
G41
– kompensacja promienia wierzchołka
ostrza z lewej strony,
G42 –
kompensacja promienia wierzchołka ostrza
z prawej strony,
G54 –
przesuw punktu zerowego,
G58
– programowe przesunięcie punktu zerowego,
G60 – tryb zapewniający dokładność
obróbki,
G62 – odwołanie trybu
zapewniającego dokładność obróbki,
G90 – programowanie wartości
bezwzględnych,
G91 – programowanie przyrostowe,.
G92 – ograniczenie prędkości obrotowej
(podawane po G96),
G94 – posuw
na. minutę,
G95
– posuw na obrót
G96
– stała prędkość skrawania
G97
– stała prędkość obrotowa,
G147 -
miękkie najeżdżanie konturu po prostej,
G148 -
miękkie opuszczanie konturu po prostej.
2. Wykaz Funkcji Pomocniczych
M00 – programowane
zatrzymanie bezwarunkowe
M01 – programowane zatrzymanie warunkowe,
M02 – koniec programu
głównego,
M03 – wrzeciono
włączyć prawobieżnie,
M04 – wrzeciono włączyć lewobieżnie,
M05 – wrzeciono wyłączyć,
M08 – czynnik
chłodzący włączyć,
M09 – czynnik chodzący wyłączyć,
M17 – koniec podprogramu,
M30 – koniec programu głównego,
M71 – włączyć wydmuchiwanie,
M72 –
wyłączyć wydmuchiwanie.
2.
Punkty Odniesienia
4. Przykłady programów obróbczych NA FREZARKĘ EMCO 50
(syst.
SINUMERIK
Przykład 1.
%MPF1
(program
głowny frezowania z wybieraniem)
N10 G54
N20 G58
Z5.1
(
frez. powierzchni )
N30
T10 D10 M03 S1000 F150
N40
G00 X0 Y0
N50 G01
Z-0.1
N60 G01 Y-l00
N70 G01 X60
N80 G01 Y0
N90 G01
X30
NI00 G01 Y-100
N110
G00 Z80
N120
M00
(
wybieranie dwóch kieszeni w podprogramie)
N130
L1
N140 M30
%SPF1
(podpr. do programu %1)
N10 G58 Z5
N20
T1 D1 M03 S600 F30
N30
G00 Z2
(wybieranie
kieszeni „nerki")
N40 R2=l
R3=-5 R10=16 R12=9 Rl3=90 R15=30 R16=20
R22=30
R23=-25 R24=12 R25=45 R27=2 L904 P1
N50 G0
Z90
(wybieranie kieszeni „prostok.”)
N60 Rl=2 R2=-2 R3=-9 R6=2 R13=25 R12=40 R15=20 R16=5
R22=30 R23=-65 R24=8 L903 P1
G00 Z10
M17
Przykład 2.
%MPF2
N10 G54
( wiertło d=5 )
N20
T2 D2 F200 S1250 M3
N30
G0 X0 Y0 Z2
(
cykl wierc. 5-ciu otw. )
N40
R2=2 R3=-5 Rl0=3
Rl8=10 Rl9=l5 R22=0 R23=10 R25=0 R27=5 R28=81
L906
Pl
N50
G0 X0 Y0 Z20
N60
M0
(
wymiana narzędzia na frez d=10 )
N70
Tl Dl F250 S1500 M3
N80
G0 Z5
(
frezow. kieszeni )
N90
Rl=3 R2=2 R3=-5 R6=2 Rl2=60 R13=15 Rl5=200 Rl6=100
R22=40
R23=20 R24=6 L903 Pl
N100
G0 X0 Y0 Z20
N110
M30